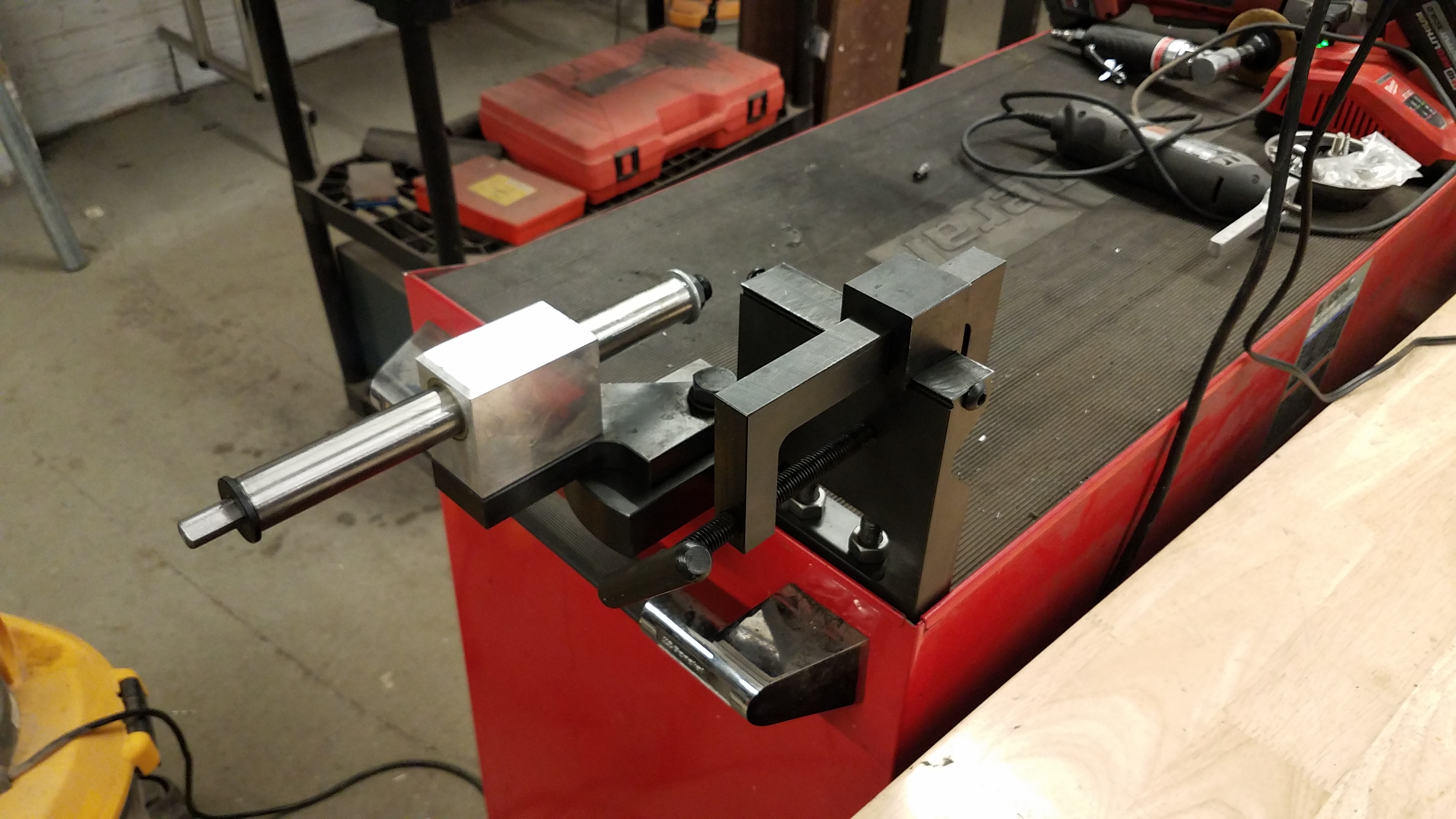
The tube notcher is for notching/coping/putting hole in tube or pipe. The tube or pipe is clamped in the fixture, a hole saw is attached to the shaft, an it is driven with a drill.
6TPI hole saws are recommended, and can be bought here: https://shop.chicagobrand.com/p/644-Starrett-Hole-Saws.aspx
*Do not attempt to use carbide hole saws, annular cutters or end mills in a standard notcher. They will most assuredly self destruct (and they’re not cheap!). These type cutters need the rigidity of a mill or mag-drill.)
*Get into the habit, before each cut, of checking all points of your notcher that may become loose. Make sure to secure the work piece so no shifting of any part will take place. Again this is probably the most common reason for early retirement of a hole saw.
*As a general rule, the larger the diameter hole saw - the slower the speed.
1” ............. 350RPM
1-1/2 ........ 230RPM
1-3/4 ........ 195RPM
2” ............. 170RPM
One exception would be when notching thin-wall material. A faster speed would prove to be less of a chance of the hole saw catching on the tube.
*Use a proper cutting oil.
*Do not “dive” into a cut. Ease into the material and allow the saw to pace its self. You should be able to “feel” how much pressure to apply.
*Hole saws can quite often be “out-of-round” as a matter of speaking because of a wayward tooth on the weld joint. Filing it down from the side (not the top!) will not damage the saw but give you a truer cut.
*Also get into the habit of checking after each notch to clear any remnant pieces of tube that may lodge and remain inside the hole saw. There's nothing more unexpected than to have one of those pieces engage and bring your project to an abrupt halt!